Natural Gas Dehydration and Hydrocarbon Removal Unit




Comprehensive Introduction to Yipu Natural Gas Dehydration and Hydrocarbon Removal Skid-Mounted Unit Overview Yipu Natural Gas Dehydration and Hydrocarbon Removal Skid-Mounted Unit is a technologically mature and high-performance gas purification solution. Through an efficient molecular sieve adsorption process, it synchronously and deeply removes moisture and heavy hydrocarbons from natural gas, precisely addressing the core pain…
Comprehensive Introduction to Yipu Natural Gas Dehydration and Hydrocarbon Removal Skid-Mounted Unit
Overview
Yipu Natural Gas Dehydration and Hydrocarbon Removal Skid-Mounted Unit is a technologically mature and high-performance gas purification solution. Through an efficient molecular sieve adsorption process, it synchronously and deeply removes moisture and heavy hydrocarbons from natural gas, precisely addressing the core pain points restricting the safe and efficient operation of the natural gas industry chain. Its high degree of automation, skid-mounted design, and wide adaptability make it an ideal choice for various application scenarios from gas field wellheads to end users, creating safe, stable, and sustainable value for customers.
I. Market Pain Points
- Pipeline Ice Blockage and Low Efficiency: During transportation, natural gas saturated with moisture and heavy hydrocarbons forms natural gas hydrates (ice blockages) and condensate due to temperature drop, clogging pipelines, valves, and metering equipment, leading to reduced gas transmission efficiency, interruptions, and even safety accidents.
- Equipment Corrosion and Shortened Service Life: Moisture combines with acidic components (such as CO₂ and H₂S) in natural gas to form corrosive acid solutions, which severely corrode pipeline networks, gas storage equipment, and downstream gas-consuming devices, significantly increasing maintenance costs and shortening system life.
- Risk of Downstream Process Shutdown: In LNG liquefaction, CNG compression, or chemical utilization, water and heavy hydrocarbons will freeze or coke under low-temperature/high-pressure environments, damaging expensive liquefaction core equipment (such as plate-fin heat exchangers and turboexpanders) and chemical catalysts, resulting in the shutdown of the entire plant.
- Substandard Product Gas Quality: Pipeline transmission, urban gas, and various industrial users have strict national standard requirements for the water dew point and hydrocarbon dew point of natural gas. Substandard gas quality will face economic penalties and affect the combustion efficiency of terminal equipment and product quality.
- Difficult Operation and Maintenance in Remote Stations: Scenarios such as wellheads and marginal gas fields lack continuous professional operation and maintenance personnel, urgently requiring highly automated and remotely monitorable skid-mounted equipment to ensure stable operation.
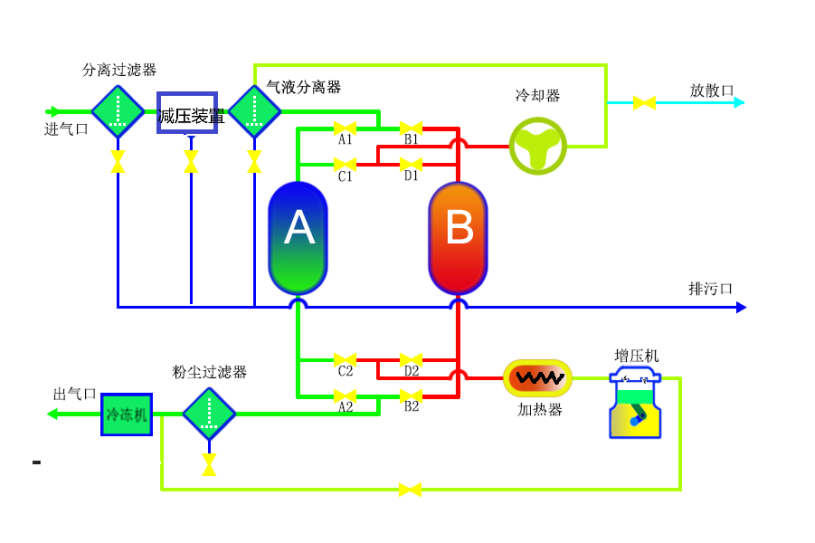
II. Equipment Process
The unit adopts the principle of “deep adsorption” to simultaneously achieve dehydration and hydrocarbon removal, with the following process:
- Raw Gas Inlet: Wet natural gas (inlet temperature ≤ 40℃) undergoes inlet separation and filtration to remove entrained liquid droplets and particles.
- Adsorption Process: The pretreated gas enters a molecular sieve tower in the adsorption state (e.g., Tower A). The dedicated 3A/4A molecular sieve filled in the tower has selective adsorption capacity, synchronously and efficiently adsorbing water molecules and heavy hydrocarbon molecules (such as BTEX).
- Product Gas Output: The dry gas after adsorption and purification has a water dew point as low as -55℃ ~ -70℃, and the hydrocarbon dew point is also significantly reduced, becoming qualified product gas for output.
- Regeneration and Cooling:
- Switching: When the adsorbent in Tower A is nearly saturated, the system automatically switches to Tower B for adsorption.
- Regeneration: Tower A is regenerated. A portion of the dry product gas is drawn as regeneration gas, heated to 150~180℃ by a heater, and then backblows Tower A to desorb moisture and heavy hydrocarbons trapped in the molecular sieve.
- Cooling: After the completion of heating regeneration, switch to normal-temperature dry gas to cool the adsorption tower, preparing for the next adsorption cycle.
- Regeneration Gas Treatment: The regeneration gas rich in moisture and heavy hydrocarbons flows through a cooler for condensation. The liquid phase (water and condensate oil) is separated and properly treated, while the gas phase is returned to the front end of the system or vented.
- Intelligent Control: The entire “adsorption-regeneration-cooling” cycle is fully automatically controlled by a PLC system, realizing unattended operation and continuous gas supply.
III. Working Principle
The core working principle is “Temperature Swing Adsorption (TSA)”.
- Adsorption Stage: At ambient temperature and system pressure, the regular microporous crystal structure (pore size of about 3-4Å) of 3A/4A molecular sieve, with its strong polar force field and van der Waals forces, can preferentially adsorb polar water molecules and heavy hydrocarbon components with larger molecular diameters, while allowing small molecules such as methane and ethane to pass through, thereby achieving deep purification.
- Regeneration Stage: The adsorption capacity of molecular sieve decreases with increasing temperature. Through low-temperature regeneration (150~180℃), the adsorbed water and heavy hydrocarbon molecules gain energy and desorb from the molecular sieve, thereby restoring the activity of the adsorbent for cyclic use.
IV. Core Advantages
- Synchronous Deep Purification: One equipment, one process, synchronously reducing the water dew point and hydrocarbon dew point to extremely low levels (atmospheric pressure dew point ≤ -55℃~-70℃), permanently solving the problems of ice blockage and corrosion.
- Efficient and Energy-Saving Operation: Adopts closed-loop regeneration technology, with regeneration gas being its own product gas and extremely low loss (usually <5%); optimized heating and control logic minimize energy consumption.
- Full-Automatic Intelligent Control: Equipped with PLC and touch screen, realizing one-key start-stop, full-automatic cycle, fault alarm, and remote data monitoring, meeting the needs of unattended stations and significantly reducing operation and maintenance costs.
- Skid-Mounted Integration, Safe and Reliable: The equipment is fully skid-mounted, enabling quick on-site installation. No foundation design reduces civil engineering work. Key components are selected from well-known brands, and the overall explosion-proof grade reaches Exd Ⅱ BT4 with protection grade IP54/IP65, ensuring long-term safe operation in flammable and explosive environments.
- Strong Adaptability: The working flow covers 500~20,000 Nm³/h, and the design pressure is as high as 9.0MPa. It can handle various gas sources such as natural gas, associated gas, shale gas, and coalbed methane, with an extremely wide application range.
V. Technical Strength
- Wide-Range Design Capability: Customized solutions can be provided from small and medium-sized processing capacities to large-scale stations, demonstrating strong modular design and engineering implementation capabilities.
- Proficiency in Core Processes: In-depth understanding of the molecular sieve adsorption process for synchronous dehydration and hydrocarbon removal, enabling precise design of key parameters such as adsorption cycle and regeneration temperature according to different gas source components.
- Advanced Manufacturing and Quality Inspection: Provides complete mechanical test reports and supports video factory inspection, ensuring that the equipment undergoes strict performance testing before leaving the factory with controllable and reliable quality.
- Intelligent Operation and Maintenance Support: The control system reserves remote interfaces to provide underlying data support for customers’ “smart pipeline network” and “digital oilfield” construction.
VI. Product Introduction
- Product Name: Yipu Skid-Mounted Natural Gas Dehydration and Hydrocarbon Removal Unit
- Brand: Yipu
- Working Method: Dual-tower/multi-tower alternation, continuous cycle operation
- Core Components: Molecular sieve adsorption tower, electric heater/regeneration gas heating furnace, circulating compressor, intelligent switching valve, PLC control cabinet, cooling separator
- Control Method: PLC programmable controller, digital temperature control instrument, automatic fault alarm
- Appearance and Weight: Compact structure, flexible dimensions (L: 2500~11000mm), weight 2000-10000kg, fully skid-mounted design.
VII. Application Scenarios
- Pretreatment for Liquefied Natural Gas (LNG) Plants: Acts as the “protector” of the liquefaction unit, ensuring deep purification of raw gas and preventing freezing and blockage of low-temperature units.
- Compressed Natural Gas (CNG) Mother Station/Standard Station: Provides clean gas source for vehicle gas, protecting gas station equipment and vehicle engines.
- Start/End Stations of Long-Distance Natural Gas Pipelines: Ensures that the pipeline gas quality meets standards, prevents pipeline ice blockage and internal corrosion, and guarantees gas transmission safety.
- Urban Gas Gate Station: Performs pressure regulation and deep purification of natural gas before it enters the urban ring network.
- Oil and Gas Field Wellheads and Processing Plants: Pretreats wet natural gas or oilfield associated gas produced from wellheads to meet the requirements of external transmission or reinjection.
- Purification of Chemical Feed Gas: Provides qualified feed gas for chemical devices such as hydrogen production and ammonia synthesis.
- Treatment of Industrial Furnace Fuel Gas: Provides stable and clean fuel for industries such as glass, ceramics, and metallurgy, improving product quality and combustion efficiency.
VIII. Technical Indicators
| Parameter Item | Technical Indicator / Description |
|---|---|
| Product Category | Natural Gas Dehydration and Hydrocarbon Removal Unit |
| Working Medium | Natural gas, oilfield associated gas, shale gas, coalbed methane, biogas |
| Treatment Flow | 500 ~ 20,000 Nm³/h |
| Working/Design Pressure | 0.1 ~ 8.0 MPa / 1.0 ~ 9.0 MPa |
| Inlet Condition | At 0.6MPa, dew point -13℃ (saturated with water) |
| Outlet Atmospheric Dew Point | ≤ -55℃ ~ -70℃ |
| Adsorbent | 3A / 4A molecular sieve |
| Regeneration Method/Temperature | Low-temperature regeneration / 150 ~ 180℃ |
| Single-Tower Working Time | 12 ~ 48 hours |
| Regeneration Time | ≤ 8 hours (10 hours) |
| Power Supply and Power | 380V / 50Hz / 12.30 ~ 150 kW |
| System Pressure Drop | ≤ 50 kPa |
| Noise | ≤ 85 dB |
| Protection/Explosion-Proof Rating | IP54 or IP65 / Exd Ⅱ BT4 |
| Outlet Filtration Precision | ≤ 3 μm |
| Core Advantages | Stable and efficient equipment, fully automatic operation, energy saving and environmental protection, remote maintenance |
Technical Parameter Table of Natural Gas Dehydration and Hydrocarbon Removal Unit
| Item | Parameter | Item | Parameter |
|---|---|---|---|
| Product Category | Natural Gas Dehydration and Hydrocarbon Removal Unit | Working Medium | Natural gas, oilfield associated gas, shale gas, coalbed methane, biogas |
| Brand | Yipu | Place of Origin | Zhejiang, China |
| Working Flow | 500~20,000 Nm³/h | Core Components | Motor, compressor, adsorption tower, molecular sieve, filter, booster, cooler, separator, heater, control valve and control system |
| Core Advantages | Stable and efficient equipment, fully automatic operation, energy-saving and environmentally friendly, remote maintenance | Application Industries | Natural gas transmission and pipeline industry, liquefied natural gas (LNG) industry, compressed natural gas (CNG) industry, urban gas and gas distribution industry, petrochemical and chemical industry, oil and gas field exploitation and processing industry, industrial fuel gas field |
| Mechanical Test Report | Available | Video Factory Inspection | Available |
| Working Pressure | 0.1~8.0 Mpa | Inlet Temperature | 0~40℃ (50℃) |
| Inlet Pressure Dew Point | 0.6 Mpa/-13℃/saturated with water | Single-Tower Continuous Working Time | 12~48 h |
| System Design Pressure | 1.0~9.0 Mpa | Regeneration Time | ≤8 h (10 h) |
| Adsorbent | 3A/4A molecular sieve | Outlet Atmospheric Dew Point | ≤-55℃~-70℃ |
| Regeneration Cooling Method | Air cooling/Water cooling | Outlet Filtration Precision | ≤3 μm |
| Power Supply/Power | 380V/50Hz/12.30~150 kW | Protection Grade | IP54 or IP65 |
| Import and Export Pressure Drop | ≤50 kpa | Motor Explosion-Proof Grade | ExdⅡ BT4 |
| Noise | ≤85 dB | Regeneration Gas Heating Temperature | 150~180℃ |
| Overall Dimensions | L: (2500~11000) mmW: (1600~3000) mmH: (2350~2850) mm | Equipment Weight | 2000-10000 kg |
| Import and Export Pipe Diameter | DN50~DN200 | ||
| Working Method | Dual-tower/multi-tower alternating “adsorption-regeneration” for continuous gas supply | Regeneration Method | Closed/open cycle, pressure reduction/isobaric regeneration/heating regeneration |
| Control Method | PLC programmable controller, digital temperature control instrument, automatic fault alarm | Switching Method | Manual/Automatic |
Packaging, Shipping Information and Quotation
| Item | Details |
|---|---|
| Sales Unit | Single product/set |
| Single Package Dimension | 1100030002850 (LWH) mm |
| Single Product Gross Weight | 10000 kg |
| Packaging Method | Wooden case/three-proof cloth (waterproof, mildew-proof, corrosion-resistant) |
| Quotation | $230,000 |