Natural Gas Dehydration and Desulfurization Skid













Introduction to Yipu Natural Gas Dehydration and Desulfurization Skid-Mounted Unit Overview The Yipu Natural Gas Dehydration and Desulfurization Skid-Mounted Unit is a technologically mature, reliable, and highly intelligent gas purification solution. It precisely addresses the core pain points of water dew point and sulfur content control in the natural gas industry during gathering, processing, and…
Introduction to Yipu Natural Gas Dehydration and Desulfurization Skid-Mounted Unit
Overview
The Yipu Natural Gas Dehydration and Desulfurization Skid-Mounted Unit is a technologically mature, reliable, and highly intelligent gas purification solution. It precisely addresses the core pain points of water dew point and sulfur content control in the natural gas industry during gathering, processing, and utilization. With its distinctive advantages of skid-mounted design, automation, and deep purification, it is widely applied in various scenarios from wellheads to city gate stations, serving as a key equipment to ensure the safe, efficient, and compliant utilization of natural gas.
I. Market Pain Points
- Pipeline Ice Blockage and Corrosion Risks: Moisture in untreated natural gas forms natural gas hydrates (ice blockages) under low temperature and high pressure, clogging pipelines and equipment. Meanwhile, moisture combines with acidic gases such as hydrogen sulfide (H₂S) and carbon dioxide (CO₂) to form acidic liquids, which severely corrode pipelines, valves, and metering equipment, shortening system lifespan and increasing maintenance costs.
- Substandard Product Gas Quality: Whether for pipeline natural gas, compressed natural gas (CNG) for vehicles, or liquefied natural gas (LNG), strict standards for water dew point and sulfur content are imposed. Exceeding these standards can lead to downstream process failures, reduced fuel quality, and non-compliance with environmental emission regulations.
- High Energy Consumption and Operational Costs: Traditional dehydration and desulfurization units feature high regeneration energy consumption, complex processes, and reliance on manual monitoring, resulting in low overall operational efficiency and uncontrollable costs.
- Difficulties in Remote Area Applications: In scenarios such as well sites and marginal gas fields, equipment requires high reliability, full automation, and remote monitoring capabilities to reduce dependence on on-site personnel.
- Equipment Footprint and Integration: Traditional non-skid-mounted equipment involves large on-site installation workload and long cycles. Skid-mounted design is the key to solving this problem, but it imposes high requirements on equipment compactness and integration.
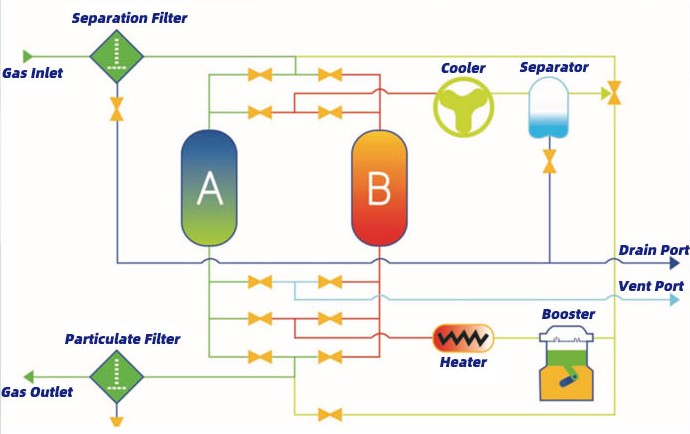
II. Equipment Process
- Raw Gas Inlet: Wet and sulfur-containing natural gas passes through a pre-filtration separator to remove solid particles and free liquid water.
- Adsorption Dehydration and Desulfurization: The gas enters a molecular sieve tower (Tower A) in the adsorption state. The molecular sieve selectively adsorbs water molecules and hydrogen sulfide (H₂S) molecules, and the deeply purified dry gas meets the product gas standards for output.
- Regeneration Stage: When the adsorbent in Tower A approaches saturation, the system automatically switches to Tower B for adsorption. Meanwhile, Tower A undergoes regeneration:
- Heating: A small portion of dry and purified natural gas is drawn from the outlet, heated by a heater (built-in or external), and then flows reversely into Tower A to strip the adsorbed moisture and sulfides from the adsorbent.
- Cooling: After heating regeneration, normal-temperature purified gas is switched to cool the adsorption tower, restoring it to the temperature required for adsorption in preparation for the next cycle.
- Regenerated Gas Treatment: The regenerated gas rich in moisture and sulfides is condensed and separated by a cooler, and is usually sent to a flare system or a dedicated sulfur recovery unit for processing.
- Full Automation Control: The entire “adsorption-heating-cooling” cycle is fully automatically controlled by a PLC system to achieve uninterrupted continuous gas supply.
III. Working Principle
The unit adopts the fixed-bed adsorption principle, with 3A/4A molecular sieve as the core adsorbent.
- Selective Adsorption: The crystal pore size of 3A/4A molecular sieve is precisely designed to efficiently adsorb small polar water molecules (2.8Å) and hydrogen sulfide molecules (3.6Å), while exhibiting minimal adsorption of larger hydrocarbon molecules such as methane. This avoids adsorbent poisoning and capacity reduction caused by co-adsorption of hydrocarbons, ensuring deep dehydration and desulfurization effects.
- Temperature Swing Adsorption (TSA): The adsorption process is carried out at ambient temperature, while regeneration is achieved through heating (usually 200-300℃). Utilizing the characteristic of reduced adsorption capacity of molecular sieve at high temperatures, the adsorbed water and sulfides are desorbed by hot gas flow to restore its adsorption capacity.
IV. Core Advantages
- Deep Purification with Excellent Performance: High-performance molecular sieve enables extremely low outlet water dew point (typically ≤ -70℃) and reduces H₂S concentration to single-digit ppm levels, meeting the strictest pipeline transportation and liquefaction requirements.
- Energy Efficiency: Optimized regeneration process design and efficient thermal insulation system minimize regenerated gas consumption and heating power. Air-cooled/water-cooled cooling methods are available to adapt to different site conditions and achieve energy-saving operation.
- Full-Automatic Intelligent Operation: Equipped with a PLC programmable controller, it realizes “one-key start/stop”, automatic cycle switching, and automatic fault diagnosis and alarm. Supports remote monitoring and maintenance, significantly reducing manual operation intensity and operation and maintenance costs.
- Skid-Mounted Design for Convenience: Towers, pipelines, valves, instruments, and control systems are highly integrated on a compact skid. Overall transportation and rapid on-site installation greatly reduce civil engineering work and installation time.
- Stability and Reliability for Long-Term Operation: The equipment covers a wide design pressure range (1.0-9.0Mpa) with low pressure drop (≤50kPa). High-quality materials and mature processes ensure long-term stable operation under harsh working conditions, with excellent noise control (≤85dB).
V. Technical Strength
- Modularization and Customization Capability: Operating flow ranges from 500 to 20,000 Nm³/h, with a maximum design pressure of 9.0Mpa. Flexible customization is available according to customer gas source conditions and processing requirements.
- Mature Core Process: With in-depth expertise in adsorption separation technology, we possess profound understanding and rich application experience in molecular sieve selection, filling, and regeneration process parameters.
- Intelligent Control System: Equipped with an advanced PLC + digital display instrument control system, featuring data recording, trend analysis, and remote communication interfaces, providing a data foundation for “smart gas fields”.
- Quality Assurance System: Mechanical test reports are provided, and design, manufacturing, and inspection are strictly conducted in accordance with relevant national standards and industry specifications.
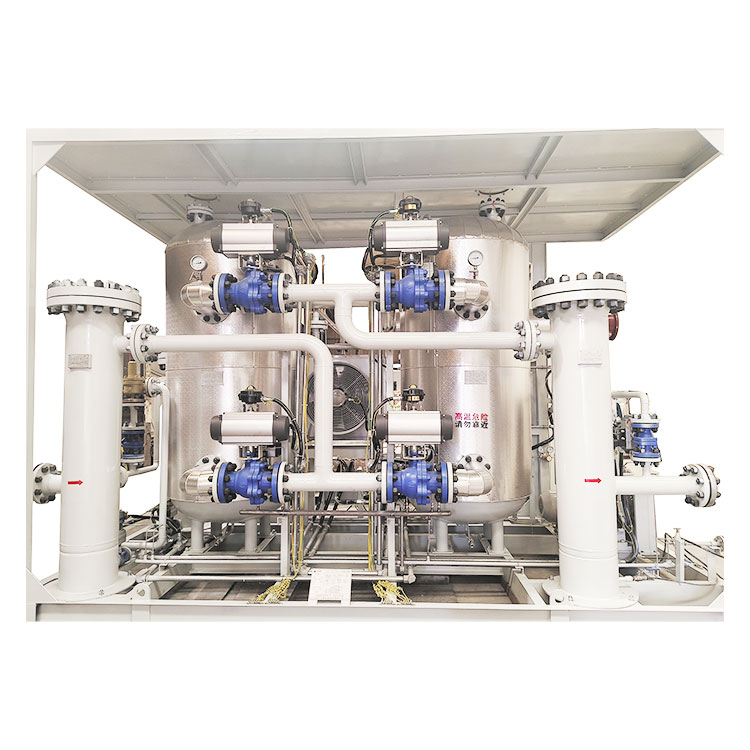
VI. Product Introduction
- Product Name: Yipu Natural Gas Dehydration and Desulfurization Skid-Mounted Unit
- Brand: Yipu
- Working Mode: Dual-tower/multi-tower alternation for continuous cycle operation
- Core Components: Adsorption towers (filled with 3A/4A molecular sieve), electric heaters/regenerated gas heaters, switching valves, PLC control cabinet, coolers (air-cooled/water-cooled)
- Control Mode: PLC programmable control, digital temperature control instruments, automatic fault alarm
- Overall Dimensions: Length 2500~8000mm, width 1600~3000mm, height 2350~2850mm (customized according to processing capacity)
VII. Application Scenarios
- Marginal Gas Fields and Wellhead Dehydration & Desulfurization: Preprocessing small-yield gas wells in remote areas to meet gathering and transportation requirements.
- CNG Mother Stations and Standard Stations: Providing deep dehydration and desulfurization for vehicle-used compressed natural gas (CNG) to prevent corrosion of vehicle components and engine failures.
- Pretreatment for LNG Liquefaction Plants: Serving as a key purification unit before liquefaction to ensure the dew point and sulfur content of gas entering the low-temperature liquefaction system meet standards, avoiding equipment freezing and corrosion.
- City Gas Gate Stations: Regulating pressure and performing deep purification of natural gas before it enters the urban pipeline network to ensure network safety.
- Chemical Feed Gas Purification: Supplying qualified feed gas for chemical plants to protect downstream catalysts.
VIII. Technical Specifications
| Parameter Item | Technical Index/Description |
|---|---|
| Product Category | Natural Gas Dehydration and Desulfurization Unit |
| Processing Flow | 500 ~ 20,000 Nm³/h (customizable) |
| Operating Pressure | 0.1 ~ 8.0 MPa |
| Design Pressure | 1.0 ~ 9.0 MPa |
| Inlet Conditions | At 0.6MPa pressure, dew point -13℃ (saturated with water) |
| Outlet Indicators | Water dew point: ≤ -70℃ (typical value, depending on working conditions)H₂S content: ≤ 4~10 ppmv (depending on molecular sieve and process) |
| Adsorbent | 3A / 4A molecular sieve |
| Regeneration Cooling Method | Air-cooled or water-cooled (optional) |
| Working Mode | Dual-tower/multi-tower alternation for continuous gas supply |
| Control Mode | PLC programmable controller, digital display instruments, fault alarm |
| Power Supply/Power | 380V / 50Hz / 12.30 ~ 150 kW (depending on configuration) |
| Inlet-Outlet Pressure Drop | ≤ 50 kPa |
| Noise Level | ≤ 85 dB |
| Core Advantages | Stable and efficient equipment, full-automatic operation, energy conservation and environmental protection, remote maintenance |
Technical Specification Sheet for Natural Gas Dehydration and Desulfurization Skid
| Item | Parameter | Item | Parameter |
|---|---|---|---|
| Product Category | Gas Dehydration and Desulfurization Unit | Working Medium | Purified natural gas, oilfield associated gas, shale gas, coalbed methane, biogas |
| Brand | Yipu | Place of Origin | Zhejiang, China |
| Operating Flow | 500~20,000 Nm³/h | Core Components | Motor, compressor, adsorption tower, molecular sieve, filter, booster, cooler, separator, heater, control valve, and control system |
| Core Advantages | Stable and efficient equipment, fully automatic operation, energy-saving and environmentally friendly, remote maintenance | Application Industries | Natural gas exploration, transportation, and liquefaction industry; CNG mother stations and refueling stations; city gas and industrial fuel sector; power generation industry; chemical and chemical fertilizer industry |
| Mechanical Test Report | Available | Factory Acceptance Test (FAT) Video | Available |
| Operating Pressure | 0.1~8.0 Mpa | Inlet Temperature | 0~40℃ (50℃) |
| Inlet Pressure Dew Point | 0.6 Mpa/-13℃/saturated with water | Single Tower Continuous Operation Time | 12~48 h |
| System Design Pressure | 1.0~9.0 Mpa | Regeneration Time | ≤8 h (10 h) |
| Adsorbent | 3A/4A molecular sieve | Outlet Atmospheric Dew Point | ≤-55℃~-70℃ |
| Regeneration Cooling Method | Air-cooled/Water-cooled | Outlet Filtration Precision | ≤3 μm |
| Power Supply/Power | 380V/50Hz/12.30~150 kW | Protection Class | IP54 or IP65 |
| Inlet-Outlet Pressure Drop | ≤50 kPa | Motor Explosion-Proof Class | ExdⅡ BT4 |
| Noise Level | ≤85 dB | Regenerated Gas Heating Temperature | 150~180℃ |
| Overall Dimensions | L: (2500~8000) mmW: (1600~3000) mmH: (2350~2850) mm | Equipment Weight | 2000-7000 kg |
| Inlet-Outlet Pipe Diameter | DN50~DN200 | ||
| Working Mode | Dual-tower/multi-tower alternating “adsorption-regeneration” for continuous gas supply | Regeneration Mode | Closed/open cycle, pressure reduction/isobaric regeneration/heating regeneration |
| Control Mode | PLC programmable controller, digital temperature control instrument, automatic fault alarm | Switching Mode | Manual/Automatic |
Packaging, Shipping Information and Quotation
| Item | Specification |
|---|---|
| Sales Unit | Single product/set |
| Individual Package Dimension | 800030002850 (LWH) mm |
| Individual Product Gross Weight | 5000 kg |
| Packaging Method | Wooden case/three-proof cloth (waterproof, mildew-proof, corrosion-proof) |
| Quotation | $40,000~$250,000 |