Oilfield Wellhead Gas Drying and Dehydration System











Comprehensive Introduction to Yipu Oilfield Wellhead Gas Drying and Dehydration System Overview Yipu Oilfield Wellhead Gas Drying and Dehydration System is a high-reliability solution tailored for the harsh field conditions of oil and gas fields. Through deep dehydration technology, it precisely addresses the core pain points in the gathering, transportation, and utilization of wellhead gas—ice…
Comprehensive Introduction to Yipu Oilfield Wellhead Gas Drying and Dehydration System
Overview
Yipu Oilfield Wellhead Gas Drying and Dehydration System is a high-reliability solution tailored for the harsh field conditions of oil and gas fields. Through deep dehydration technology, it precisely addresses the core pain points in the gathering, transportation, and utilization of wellhead gas—ice blockage and corrosion. Its high degree of automation, skid-mounted convenience, and excellent energy-saving performance make it an ideal choice to help oil and gas field enterprises achieve safe production, cost reduction, efficiency improvement, and green resource recovery.
I. Market Pain Points
- Ice Blockage and Corrosion of Gathering and Transportation Pipelines: Wellhead gases such as oilfield associated gas and shale gas are usually saturated with water at the wellhead. During gathering and transportation, as temperature and pressure drop, natural gas hydrates (ice blockages) form, severely clogging pipelines, valves, and metering equipment, leading to reduced gas well production or even shutdowns. Meanwhile, water combines with acidic gases such as CO₂ and H₂S to form acid solutions, which severely corrode pipelines and equipment, posing significant safety risks and high maintenance costs.
- Failure to Meet Pipeline Transportation or Utilization Standards: Both entry into long-distance pipelines and on-site liquefaction (LNG) or compression (CNG) have strict requirements for the water dew point of natural gas. Wellhead gas without deep dehydration cannot be transported externally or utilized for high value; it can only be flared, resulting in resource waste and environmental pollution.
- Difficult Operation and Maintenance in Remote Well Sites: Well sites are usually located in remote areas with harsh environments and lack professional operation and maintenance personnel. Equipment must be capable of fully automatic, maintenance-free operation and remote monitoring; otherwise, frequent failures will lead to extremely high guarantee costs.
- Complex and Variable Gas Source Conditions: Wellhead pressure and flow may fluctuate significantly during the life cycle, and the medium composition of different wellheads (e.g., oil-containing associated gas, light hydrocarbon-containing shale gas) varies, posing severe challenges to the adaptability and reliability of dehydration equipment.
- Investment and Energy Efficiency Pressure: Traditional dehydration devices have high energy consumption, especially large regeneration gas consumption, leading to high operating costs. In oil and gas field development, there is great sensitivity to the initial investment and whole-life cycle costs of equipment.
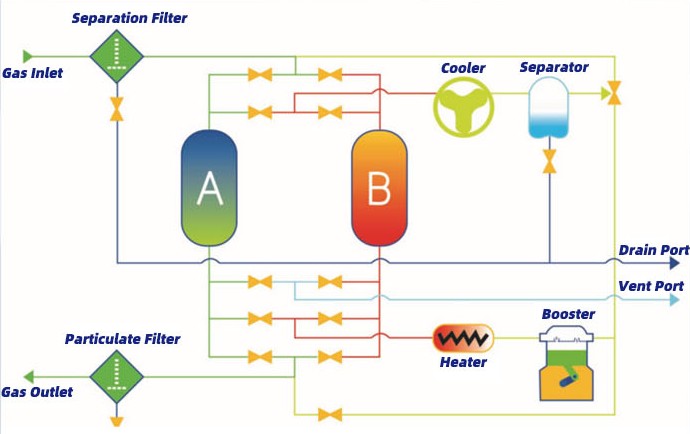
II. System Process
Designed for the harsh conditions of oilfield wellheads, the system features a stable and reliable process:
- Wellhead Gas Inlet and Pretreatment: Wet natural gas from the wellhead (pressure 0.1-8.0MPa, temperature ≤40℃) first enters the inlet separator to remove entrained condensate oil, formation water, and solid particles, protecting downstream adsorbents.
- Adsorption Deep Dehydration: The pretreated gas enters a molecular sieve tower in the adsorption state (e.g., Tower A). The 3A/4A molecular sieve filled in the tower efficiently and selectively adsorbs water molecules. The adsorption capacity of molecular sieve for water is much stronger than that for hydrocarbons, thereby achieving deep dehydration.
- Qualified Dry Gas Output: The purified dry gas has a stable atmospheric dew point of -55℃ ~ -70℃, far exceeding the requirements for pipeline transportation and liquefaction. A portion of the dry gas is transported externally or enters the next process link, while a small portion is used as the gas source for regeneration.
- Regeneration and Cooling Cycle:
- Switching: When the adsorbent in Tower A is nearly saturated (12-48 hours), the system automatically switches to Tower B for adsorption to ensure continuous gas supply.
- Heating Regeneration: The extracted regenerated dry gas is heated to 150~180℃ by an electric heater and then blown back into Tower A to desorb the moisture trapped in the molecular sieve.
- Cooling: After the completion of heating regeneration, switch to normal-temperature dry gas to cool the adsorption tower, restoring it to the temperature required for adsorption and preparing for the next cycle.
- Regeneration Gas Treatment: The regeneration gas rich in moisture flows through a cooler for condensation and separation. The liquid phase (water) is discharged, and the gas phase can be selected for closed-loop cycle (returning to the system inlet to achieve zero emissions) or open-loop cycle (venting) according to working conditions.
- Intelligent Control: The entire process is fully automatically controlled by a PLC system, realizing unattended operation. It can also remotely monitor operating parameters and receive fault alarms.
III. Working Principle
The core working principle is “Temperature Swing Adsorption (TSA)”.
- Adsorption Stage: At ambient temperature and system pressure, the 3A/4A molecular sieve utilizes its large specific surface area and regular microporous structure (pore size 3-4Å). Water molecules are strongly polar small molecules and will be preferentially and firmly adsorbed by the strong polar force field inside the molecular sieve crystals, thereby achieving deep drying.
- Regeneration Stage: The adsorption capacity of molecular sieve decreases sharply with increasing temperature. Through low-temperature regeneration technology, a small amount of dry gas is heated and then backblown through the adsorbent bed to provide energy for the adsorbed water molecules, enabling them to desorb, thereby restoring the drying capacity of the molecular sieve and realizing continuous cycle operation.
IV. Core Advantages
- Deep Dehydration with Ultra-Low Dew Point: The outlet atmospheric dew point is ≤-55℃ ~ -70℃, which can completely prevent ice blockage in gathering and transportation pipelines and meet the strictest natural gas utilization standards (such as LNG liquefaction).
- Fully Automatic Operation for Unattended Well Sites: PLC control realizes “one-key start-stop”, fully automatic cycle, and fault diagnosis, supporting remote maintenance, perfectly solving the operation and maintenance problems of remote well sites.
- Energy Saving, Environmental Protection, and Low Gas Consumption: Adopts closed-loop cycle regeneration technology. The regeneration gas is its own product gas and is recycled, resulting in extremely low gas loss rate (can be reduced to below 2%), significantly saving energy compared to traditional equipment, and achieving zero emissions of pollutants.
- Skid-Mounted Design for Rapid Commissioning: All components are highly integrated on a sturdy skid, enabling overall transportation and hoisting. On-site, only simple pipeline and power connection are required, greatly shortening the project construction cycle and adapting to the demand for rapid commissioning of oilfields.
- High Reliability & Safety: The equipment has a design pressure of up to 9.0MPa, with a wide range of flow and pressure adaptability. The overall explosion-proof grade reaches Exd Ⅱ BT4, and the protection grade is IP54/IP65, ensuring long-term safe and stable operation in flammable, explosive, and harsh field environments.
V. Technical Strength
- Wide Working Condition Design Capability: The working flow covers 500~20,000 Nm³/h, and the maximum design pressure is 9.0MPa, demonstrating strong technical strength and modular design capability to handle from marginal small gas wells to main high-yield wells.
- Wide Medium Adaptability: Can effectively handle various complex gas sources such as oilfield associated gas, shale gas, coalbed methane, and biogas, with good tolerance to oil-containing and dust-containing inlet gas conditions.
- Mature Core Process: Has in-depth understanding and rich application database of molecular sieve selection, filling, and regeneration process parameters, and can conduct optimized design according to specific gas source conditions.
- Strict Quality Assurance: Provides mechanical test reports and supports video factory inspection, ensuring that each piece of equipment leaving the factory undergoes strict performance testing and has reliable quality.
VI. Product Introduction
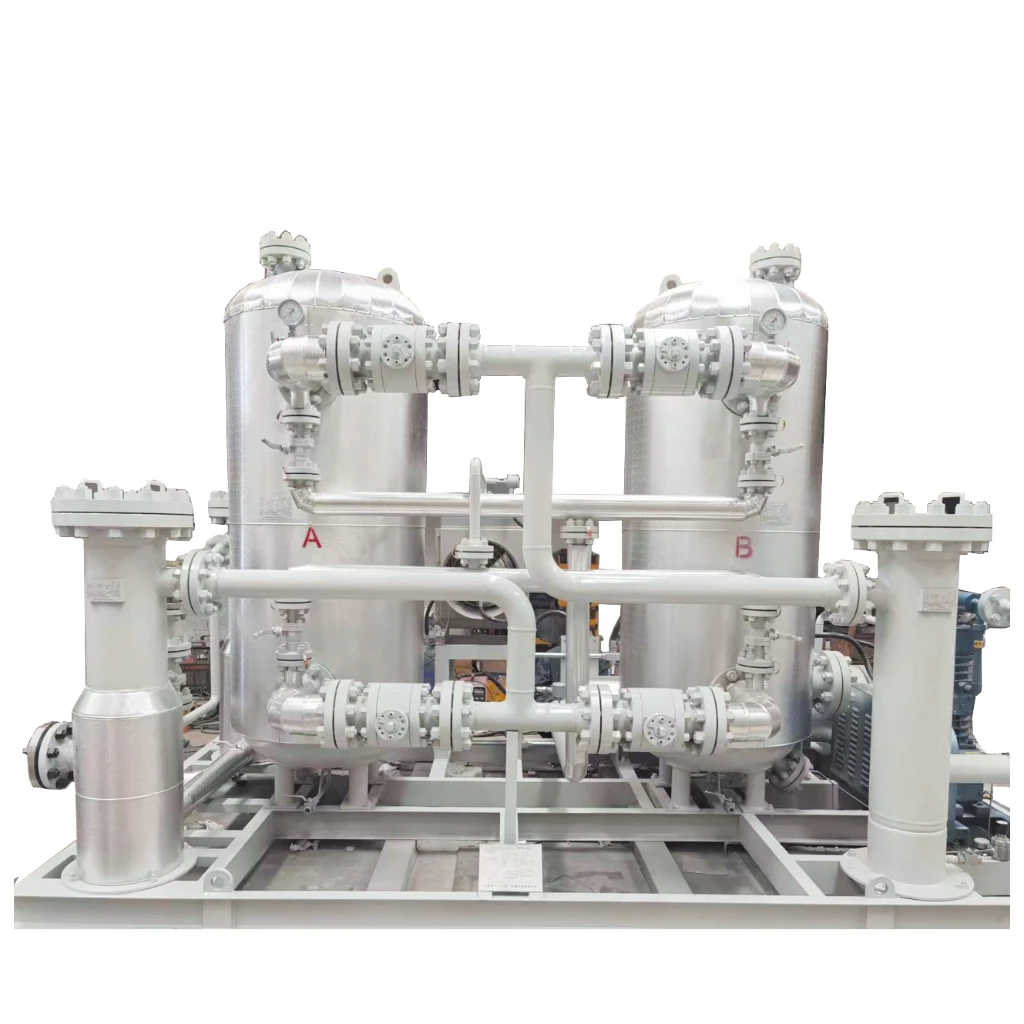
- Product Name: Yipu Oilfield Wellhead Gas Drying and Dehydration Skid-Mounted System
- Brand: Yipu
- Working Method: Dual-tower/multi-tower alternation, continuous cycle operation
- Core Components: Molecular sieve adsorption tower, regeneration gas electric heater, circulating compressor, pneumatic/hydraulic program-controlled valve, PLC control cabinet, cooling separation system
- Control Method: PLC programmable controller, digital temperature control instrument, automatic fault alarm
- Structural Features: Fully skid-mounted, compact structure (L: 2500~8000mm), weight 2000-7000kg, meeting the requirements of oilfield road transportation and installation.
VII. Application Scenarios
- Oilfield Associated Gas Treatment: Dehydrates associated gas produced during crude oil extraction to meet the standards for pipeline transportation, power generation, or liquefaction utilization, turning waste into treasure.
- Shale Gas/Tight Gas Well Sites: Dehydrates produced natural gas at wellheads or gas gathering stations to meet the requirements of gathering and transportation pipelines.
- Marginal Small Gas Wells: Provides economical and efficient dehydration solutions for single wells with small output and remote locations, realizing effective resource recovery.
- Coalbed Methane (Gas) Extraction Stations: Dehydrates and purifies extracted coalbed methane to facilitate subsequent power generation or injection into pipeline networks.
- Oil and Gas Field Pilot Production Operations: Provides rapid and reliable natural gas purification support for temporary production during pilot production.
VIII. Technical Indicators
| Parameter Item | Technical Indicator / Description |
|---|---|
| Product Category | Oilfield Wellhead Gas Drying and Dehydration System |
| Working Medium | Oilfield associated gas, shale gas, natural gas, coalbed methane, biogas |
| Treatment Flow | 500 ~ 20,000 Nm³/h |
| Working/Design Pressure | 0.1 ~ 8.0 MPa / 1.0 ~ 9.0 MPa |
| Inlet Condition | At 0.6MPa, dew point -13℃ (saturated with water) |
| Outlet Atmospheric Dew Point | ≤ -55℃ ~ -70℃ |
| Adsorbent | 3A / 4A molecular sieve |
| Regeneration Method/Temperature | Low-temperature regeneration / 150 ~ 180℃ |
| Single-Tower Working Time | 12 ~ 48 hours |
| Power Supply and Power | 380V / 50Hz / 12.30 ~ 150 kW |
| System Pressure Drop | ≤ 50 kPa |
| Noise | ≤ 85 dB |
| Protection/Explosion-Proof Rating | IP54 or IP65 / Exd Ⅱ BT4 |
| Outlet Filtration Precision | ≤ 3 μm |
| Core Advantages | Stable and efficient equipment, fully automatic operation, energy saving and environmental protection, remote maintenance |
Technical Parameter Table of Oilfield Wellhead Gas Drying and Dehydration System
| Item | Parameter | Item | Parameter |
|---|---|---|---|
| Product Category | Oilfield Wellhead Gas Drying and Dehydration System | Working Medium | Oilfield associated gas, shale gas, natural gas, coalbed methane, biogas |
| Brand | Yipu | Place of Origin | Zhejiang, China |
| Working Flow | 500~20,000 Nm³/h | Core Components | Motor, compressor, adsorption tower, molecular sieve, filter, booster, cooler, separator, heater, control valve and control system |
| Core Advantages | Stable and efficient equipment, fully automatic operation, energy-saving and environmentally friendly, remote maintenance | Application Industries | Oilfield wellhead gas extraction, transportation and liquefaction industry; CNG mother stations and refueling stations; urban gas and industrial fuel sector; power generation industry; chemical and fertilizer industry |
| Mechanical Test Report | Available | Video Factory Inspection | Available |
| Working Pressure | 0.1~8.0 MPa | Inlet Temperature | 0~40℃ (50℃) |
| Inlet Pressure Dew Point | 0.6 MPa/-13℃/saturated with water | Single-Tower Continuous Working Time | 12~48 h |
| System Design Pressure | 1.0~9.0 MPa | Regeneration Time | ≤8 h (10 h) |
| Adsorbent | 3A/4A molecular sieve | Outlet Atmospheric Dew Point | ≤-55℃~-70℃ |
| Regeneration Cooling Method | Air cooling/Water cooling | Outlet Filtration Precision | ≤3 μm |
| Power Supply/Power | 380V/50Hz/12.30~150 kW | Protection Grade | IP54 or IP65 |
| Import and Export Pressure Drop | ≤50 kPa | Motor Explosion-Proof Grade | ExdⅡ BT4 |
| Noise | ≤85 dB | Regeneration Gas Heating Temperature | 150~180℃ |
| Overall Dimensions | L: (2500~8,000) mmW: (1600~3,000) mmH: (2350~2,850) mm | Equipment Weight | 2000-7000 kg |
| Import and Export Pipe Diameter | DN50~DN200 | ||
| Working Method | Dual-tower/multi-tower alternating “adsorption-regeneration” for continuous gas supply | Regeneration Method | Closed/open cycle, pressure reduction/isobaric regeneration/heating regeneration |
| Control Method | PLC programmable controller, digital temperature control instrument, automatic fault alarm | Switching Method | Manual/Automatic |
Packaging, Shipping Information and Quotation
| Item | Details |
|---|---|
| Sales Unit | Single product/set |
| Single Package Dimension | 250020002850 (LWH) mm |
| Single Product Gross Weight | 3000 kg |
| Packaging Method | Wooden case/three-proof cloth (waterproof, mildew-proof, corrosion-resistant) |
| Quotation | $28,000 ~ $100,000 |